全國統一學習專線 8:30-21:00
關鍵詞:貴陽機械CAD制圖培訓 貴陽AutoCAD培訓 貴陽AutoCAD學校
我們的優勢
專業的師資力量、專業的培訓系統、專業的職業規劃 專業的技巧實訓、專業的資訊體系、專業的服務品質
畢業拿證書,求職更簡單 在天琥學CAD,可考取《CAD國際工程師證》證書,全球通用, 認證的設計師將被名企優先錄用,更具職場競爭力!
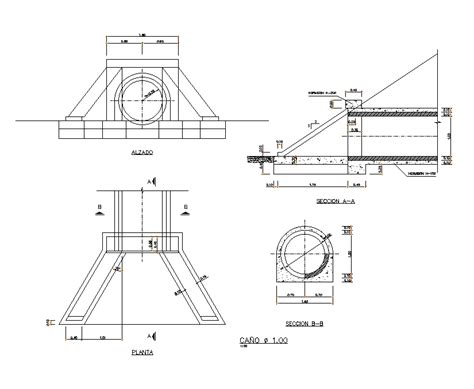
關鍵模具設計的注意點 1. 抽氣孔的設計 抽真空成型的抽氣孔設計是模具設計的關鍵,抽氣孔應位于片材**后貼模的地方,如凹模成型時在凹模底部四周及有凹陷的地方,凸模成型時在凸模的底部四周等,具體情況視成型塑件的形狀和大小而定。 對于輪廓復雜的塑件,抽氣孔應集中,對于大的平面塑件,抽氣孔需要均布。孔間距可視塑件大小而定,對于小型塑件,孔間距可在20~30mm之是選取,大型塑件應適當增加距離。 通常成型塑料流動性好,成型溫度高,則抽氣孔小些;壞料板材厚度大,則抽氣孔大些;坯料板材厚度小,由抽氣孔小些。總之,對抽氣孔大小的要求是既能在短時間內坯材與模具成型面之間的空氣抽出,又不在塑件上留下抽氣孔的痕跡。 一般抽氣孔的直徑是0.5~1mm,以**大抽氣孔直徑尺寸不超過片材厚度的50%為宜,但對于小于0.2mm的板材,過分小的抽氣孔就無法加工。 2. 型腔尺寸 抽真空成型模具的型腔尺寸同樣應考慮塑料的收縮率,其計算方法與注射模型腔尺寸計算相同。抽真空成型塑件的收縮量,大約有50%是塑件脫模后產生的,25%是脫模后保持在室溫下1h內產生的,其余的25%是在以后的8~24h內產生的。 用凹模成型的塑件比用凸模成型的塑件收縮量要大25%~50%。影響塑件尺寸精度的因素很多,降了型腔的尺寸精度外,還與成型溫度、模具溫度和塑件品種等有關,因此要預先精確確定收縮率是很困難的。 如果生產批量比較大,尺寸精度要求又較高,**好先用石膏制造模具試制出產品,測得其收縮率,以上為設計模具型腔的依據。 3. 型腔表面粗糙度 一般抽真空成型的模具都沒有頂出裝置,成型后靠壓縮空氣脫模。抽真空成型模具的表面粗糙度太低時,對抽真空成型后的脫模很不利,塑件易粘附于模具成型表面不易脫模,即使有頂出裝置可以頂出,脫模之后仍容易變形。因此抽真空成型模具的表面粗糙度較高。其表面加工后,**好進行噴砂處理。 4. 邊緣密封裝置 在抽真空成型時,為了使型腔外面的空氣不進入真空室,要在塑料片材與模具接觸的邊緣設置密封裝置。對平直分型面,將塑料片材與模具接觸面進行密封比較容易,而對于曲面或折面分型面,密封有一定難度。 5. 加熱和冷卻裝置 抽真空成型時用的塑料片材的加熱,通常采用電阻線絲或紅外線。電阻絲溫度可達350℃~450℃,對于不同塑料板材所需不同的成型溫度,一般是通過調節加熱器和板材之間的距離來實現。通常采用的距離為80~120mm。 模具溫度對塑件的質量及生產率都有影響。如果模溫太低,塑料板和型腔一接觸就會產生冷斑或應力以致產生裂紋;而模溫太高時,塑料片材可能粘附在型腔上,塑料脫模時會變形,而且延長了生產周期。 因此模溫應控制在一定范圍內,一般在50℃左右。模具溫度的控制一般有依靠塑料與模具接觸之后的自然冷卻、增設風冷裝置加速冷卻和水冷等方法,在模內開冷卻水道是控制模具溫度的**有效、**常用的方法,冷卻水道應距型表面8mm以上,以避免產生冷斑。 - 以下是從事CAD平均工